移動と芯出しをゼロに、生産性最大化
Cimatron
オプション
機上測定
三次元測定機へのワーク移動や再段取り、手動での測定といった無駄な作業をゼロに。マシニングセンタとタッチプローブを連動させた自動測定プログラムにより、曲面の削り残り検証から追加工までを機上でシームレスに完結させます。
測定結果からの追加工データ作成までを行える強力な追加機能です。
加工したワークの寸法測定が負担になっていませんか?
加工は無人運転できるのに、寸法測定は人が測定機を操作しなければならないうえ、測定のための段取り時間もかかります。働き方改革の残業規制により、夜間に加工終了したワークは翌日測定になるなど、これまでは納期の短縮が困難でした。
測定のたびに測定機までワークを移動し、原点出しを行うのは一苦労。特に追加工が必要になった際は、ワークの移動だけでなく向きの微調整(芯出し)も必須です。大きな金型をクレーンで吊る作業は、作業者へ多大な負担を強いていました。
測定項目は増えていく一方で、規制の影響により工程計画も複雑化しています。人の作業を減らして効率化を狙いたくても、多品種少量生産の現場では測定作業の自動化が難しく、測定工数の増加がそのままコストに直結していました。
あなたのお悩み、機上測定が解決します!
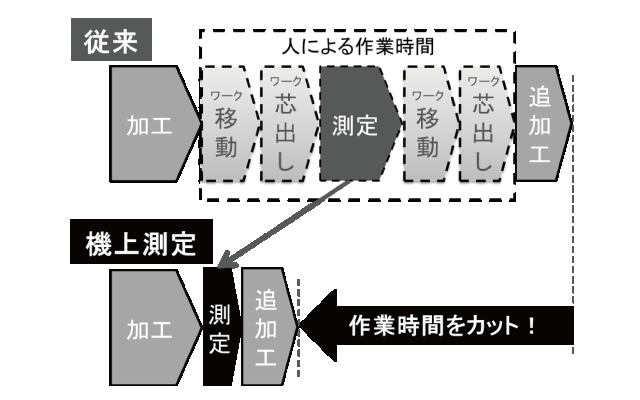
timer 作業時間の短縮!
ワークの移動や測定の段取り、手動計測などの作業が完全にゼロになります。万が一、測定によって削り残りが判明した場合でも、その場ですぐに追加工へ移行できるため、手戻り時のロスを最小限に抑えられます。
accessibility_new 作業負担の削減!
寸法測定のためのワーク移動や、追加工に伴うクレーンでの再段取り・芯出し作業が不要になります。寸法測定プロセス自体もプログラムによって自動化されるため、作業者の肉体的・精神的負担を大幅に削減します。
trending_down コスト削減!
測定作業に付随していた段取り・待ち時間をなくすことで、製造原価をダイレクトに低減。さらに、切削加工から寸法測定までを完全無人運転化できるため、夜間や休日のデッドタイムを有効活用し、大きなコスト削減メリットを生み出します。
Cimatronの機上測定オプションの特徴!
Cimatronを使って機上測定に必要な「測定NCプログラム」を作成できます!
簡単操作で翌日稼働!
使い慣れたCimatronの環境に機上測定のオプションを追加するだけで、直感的に測定NCプログラムを作成できます。新たに覚えるコマンドや操作が少ないため、導入から短時間でスムーズに実稼働へと移せます。
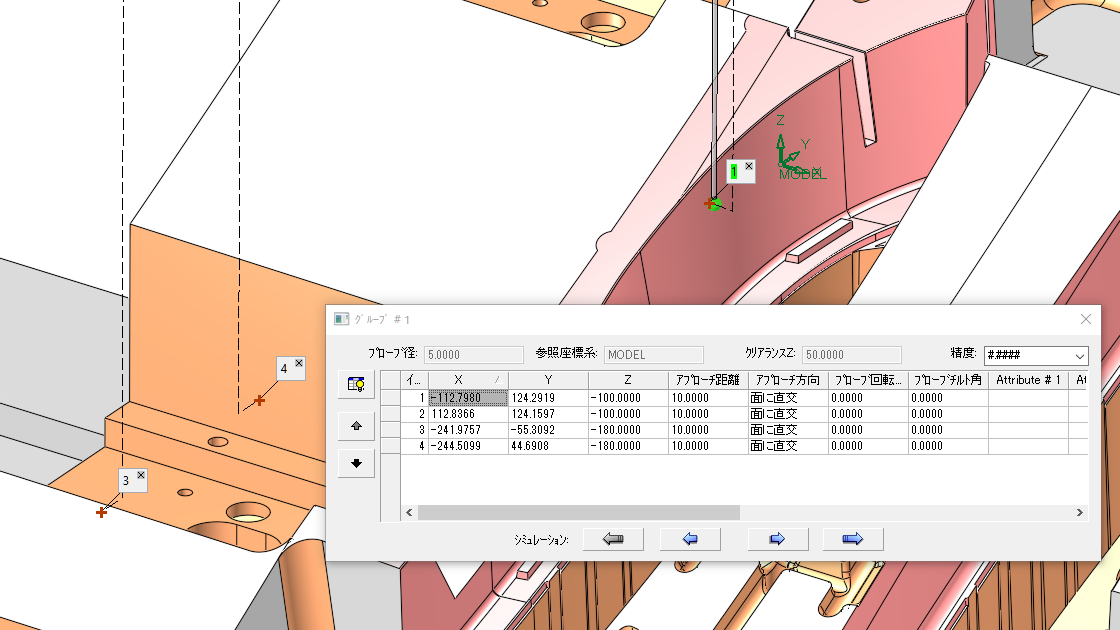
曲面/勾配面上の点も測定
従来の汎用システムや手動計測では位置決めやアプローチが非常に大変だった、複雑な曲面上の点や勾配面(傾斜面)上のターゲットポイントも、CADデータと連動して正確かつ簡単に測定パスを組むことが可能です。
夜間運転で更にコスト削減!
夜間や休日のデッドタイムを活用し、さらなるコスト削減を達成できます。加工後に自動で「洗浄&冷却」を行うプログラムも一括出力可能。これにより、切削加工から寸法測定までを完全自動で連続運転する仕組みが構築できます。

機上測定をさらに深く知る
技術ブログ・導入事例


お客様の声
「時間が無くて今までは一か所しか測定できなかったのですが、機上測定を導入することで、複数の個所を測定できるようになりました。」
「以前は土日に無人で加工させておいた数十個の電極を、週明けに2,3時間かけて測定していました。機上測定を導入してからは、手動で測定しなくても済むようになりました。」
よくある質問
測定プログラムの作成は Cimatronの操作担当の方に行っていただきます。
測定の手続き作成は切削加工の手続き作成と同様に選択とパラメータの設定で済みます。
パス計算もすぐに終わります。機上測定も無人で行え、大幅な時間短縮となります。
溝幅やリブの厚み、段差などの距離測定や、内径/外径の測定、交点(線と線)の測定ができます。
また、弊社オリジナルの機上測定オプションであれば、測定コマンドを自由に組み合わせて様々な測定が可能となります。
例えば、リブ中心間の距離(=ピッチ)や3つの丸穴中心を通る円の径を測定したり、交点間の距離を測定することも可能です。
できます。
点測定のみで、削り残り or 食い込み量を測定できます。
測定する値は「面直方向で測定した値」です。
CimatronのCAMで指定した面オフセット値とそのまま比較できます。
ファイルとして出力するか、機械のマクロ変数(コモン変数など)に出力できます。
変数の値については、ネットワークを介して機械と繋がっているPCで取得できる場合があります。
この場合、機械の変数値を取得できるIOT系のソフトウェアが必要です。
加工機の位置決め精度や分解能、そしてプローブの性能に依存します。
また、校正(キャリブレーションと呼ぶ場合もあります)の有無も影響します。
機械の分解能が1μmなら精度は10μm程度、分解能が0.1μmなら精度は数μm程度が目安です。
機上測定は一般的には「工程検査の寸法測定」に該当します。
社内で決めた公差に対する合否判定という運用が可能です。
この運用なら、仮に10μmの精度であっても「無人化できる」メリットの方が大きいと考えられます。
プローブを自動で動かせない場合は、自動での測定はできません。
ご使用の機械に、自動測定が可能なプローブと受信装置を取り付けることで可能かも知れません。
一度、機械メーカ様あるいは機械商社様にご相談なさってはいかがでしょうか?