マシニングセンタとタッチプローブによる機上測定とは?メリットと稼働率向上のヒント

マシニングセンタとタッチプローブによる機上測定について説明します。
「機上測定はイマイチよく分からない」「導入すると逆に稼働率が下がるのでは?」という声を時々聞きます。
そこで今回は対象機械をマシニングセンタに限定し、現場の稼働率を落とさない機上測定の本質をシンプルに解説します。
・機上測定とは、マシニングセンタからワークを動かさずにタッチプローブで測定する手法です。
・移動や原点出しのムダを省き、寸法不良を次工程へ流すリスクをゼロにします。
・手動測定は稼働率を下げますが、自動化プログラムを組めば「夜間無人稼働」で生産性が劇的に向上します。
本記事では、以下の組み合わせを前提として解説を進めます。
| 使用機械 | マシニングセンタ |
| 計測機器 | タッチプローブ |
| 測定対象 | 加工ワーク(加工物) |
目次
なぜマシニングセンタに機上測定が必要なのか?
寸法不良のワークを次工程に流さない
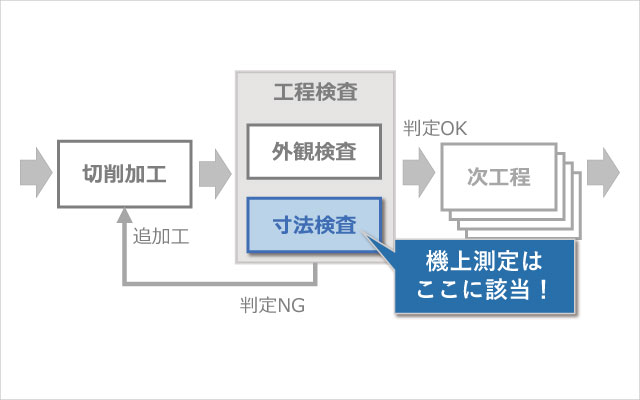
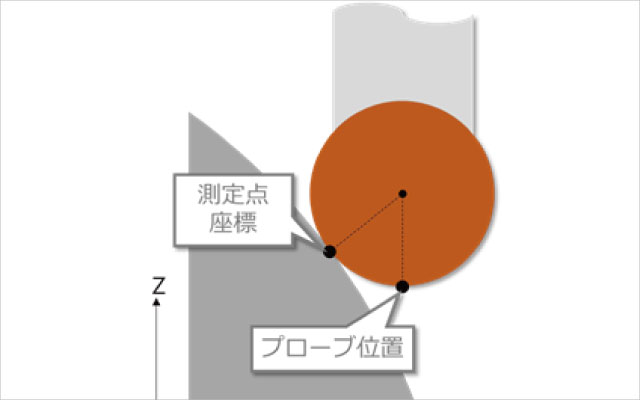
機上測定の目的は、加工直後にその場で検査して不良品を後工程へ流さないことです。
不良ワークを次工程に流さないために検査します。
これは工程検査に該当します。
加工したワークの寸法や座標を機上で測定します。
追い込み加工が必要な場合もその場ですぐに対応できます。
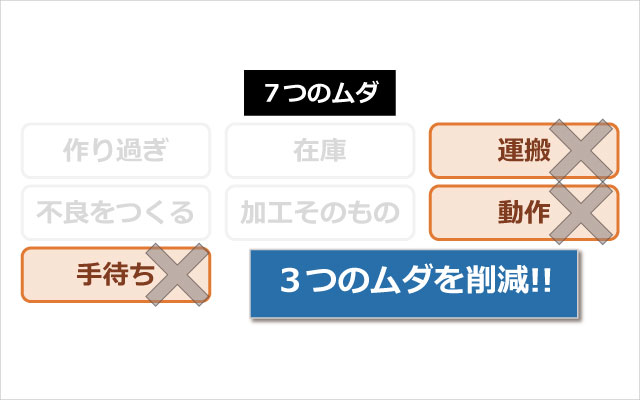
測定のためのワーク運搬を無くす
機上測定はワークを動かさずに測るため、3次元測定機への運搬と手待ち時間を無くせます。
「7つのムダ」の中に「運搬のムダ」があります。
測定のためにワークを運ぶのはムダです。
機上にワークを固定したまま測定します。
3次元測定機の空きを待つ「手待ちのムダ」も無くなります。

再段取りの原点出し動作を無くす
加工原点をそのまま利用して測定するため、追加工時の面倒な再段取りや芯出しが不要になります。
「7つのムダ」の中に「動作のムダ」があります。
測定や追加工のための原点出し動作はムダと言えます。
ワークを固定したまま加工原点を利用して測定します。
わざわざ測定用の原点出しをする必要がありません。

マシニングセンタで行う機上測定の仕組み
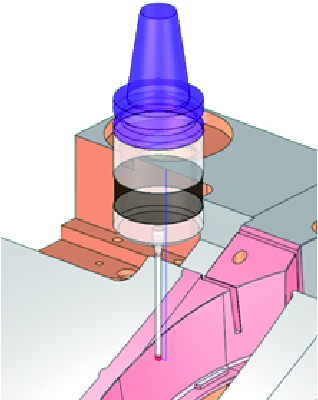
ATCによるタッチプローブへの自動工具交換
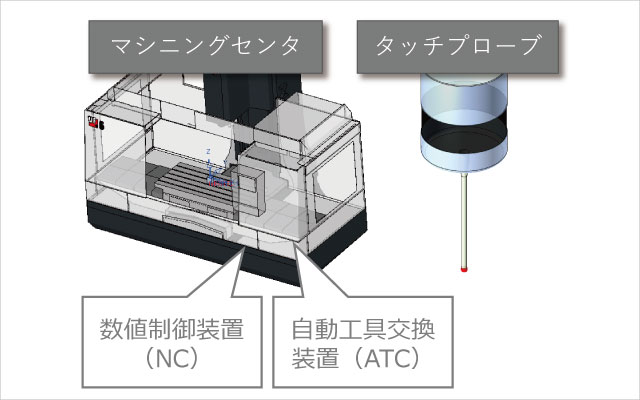
自動工具交換装置(ATC)を使い、切削工具からタッチプローブへ自動で切り替えます。
マシニングセンタはNC装置とATCを搭載しています。
ATCにより切削工具を自動で交換します。
荒加工から仕上げ加工までを自動で実行します。
さらにタッチプローブへの交換も自動で行います。
既存のタッチプローブがあれば機上測定に利用できます。
新たに大きな設備投資をせず、既存設備を有効活用できます。
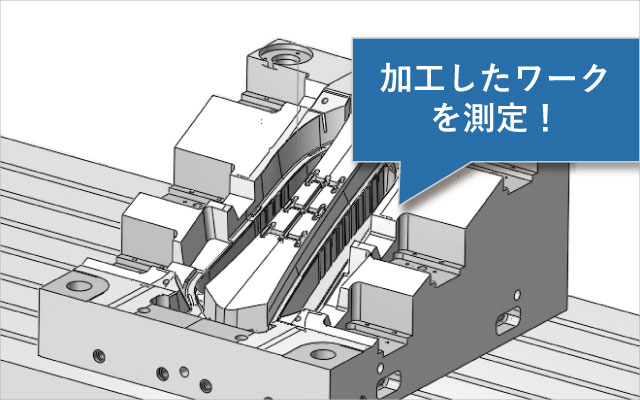
測定対象は「加工機に固定されたまま」のワーク
ワークが加工機に固定されているため、位置や向きの調整が一切不要になります。
機上測定の対象は、加工機に固定されているワークです。
加工原点や向きが変わらないことが重要です。
位置と向きが明確なため、測定のための調整が不要です。
段取り替えによる測定誤差も排除できます。
手動測定と自動測定プログラムの違い
機上測定には手動操作とプログラムによる自動測定があり、効率が大きく異なります。
測定の具体的な方法はいろいろあります。
パルサーを回して座標を読む「すべて手動」の測定。
CAMソフト等で作った「測定プログラム」による自動測定。
手動測定は時間がかかり、機械を止める原因になります。
自動化することが現場のボトルネック解消に繋がります。
機上測定のメリット・デメリットと稼働率低下の対策
機上測定の3つのメリット
機上測定のメリットは、作業時間の短縮、負担軽減、無人運転の実現です。
マシニングセンタとタッチプローブによるメリットは以下の通りです。
- 作業時間を短縮できる
- 作業者の負担を軽減できる
- 自動測定&無人運転ができる(ただし使用設備とソフトウェアに依る)
A) 機上測定によって作業時間を短縮できる
機上測定では次の4つの作業が無くなります。これにより作業時間が短縮します。
- 加工機→測定機への移動
- 測定機上での原点出し(タッチプローブを利用した場合のみ)
- 測定機→加工機への移動(追加工が必要な場合)
- 加工機上での原点出し(追加工時)

何故なら、加工機上でワークを測定するためです。
3次元測定機へワークを移動する必要がありません。
寸法NGで追い込みの加工が必要になっても、移動はゼロです。
3次元測定機から加工機へワークを移動する必要がありません。そもそも3次元測定機に移動させていないからです。
追い込みの加工をする際は原点出しが不要です。ワークは一切移動しておらず、原点が変わっていないためです。
B) 機上測定によって作業者の負担が軽減できる
機上測定では次の作業が無くなります。これにより作業者の負担が軽減します。
- 移動作業(加工機→測定機、測定機→加工機)
- 測定の原点出し作業(3次元測定機)
- 加工の原点出し作業(追加工用)
何故なら、上記A) の作業が無くなるからです。
作業が無くなることで、時間と作業者の負担が削減されます。

C) 機上測定によって自動測定&無人運転ができる
加工から測定まで自動&無人で行なうことができます。
何故なら、マシニングセンタには自動工具交換装置があるためです。
加工工具からタッチプローブに自動で交換できます。
ただし自動測定に対応したタッチプローブが必要です。
更に運用を含めた様々な工夫も必要です。
手動タイプのタッチプローブでは自動測定できませんのでご注意ください。
デメリットは?
機上測定のデメリットは以下の通りです。
- 機械稼働率が低下するかも
- 測定プログラム作成の負担
A) 機上測定によって機械稼働率が低下するかも
機上測定は加工機を使って測定します。
そのため機械の稼働率を低下させる可能性があります。
それは測定に時間が掛かってしまう場合です。
手動タイプのタッチプローブは測定に時間がかかります。
タッチプローブをワークに接触する操作と測定結果を読み取る作業があるためです。
測定項目を少なくすることで測定時間を短縮できます。
測定箇所付近までタッチプローブを移動させる動作をNCプログラムで自動化する方法も考えられます。
ですが、ワークに接触させる動作は手動のままです。
💡 現場への新しい選択肢:夜間の無人時間を有効活用する
このように、昼間の時間帯に手動で測定を行うと、どうしても機械の稼働率に影響を与える可能性があります。
そこで、事前に設定を済ませておくことで夜中も稼働させておける「プログラムによる機上測定(半自動運用)」を取り入れるのも一つの方法です。
昼間の貴重な切削時間を削ることなく、これまでデッドタイムだった夜間の無人時間を利用して、加工から測定までを機械に任せるという運用が可能になります。
B) 測定プログラム作成の負担
測定プログラムで機上測定する場合は、どなたかが測定プログラム作成を担当することになります。
専用ソフトウェアを利用する場合は、なるべく負担が少ないものを選定してください。
ご使用の3次元CAD/CAMソフトウェアに機上測定のオプションがある場合は、そちらがおすすめです。
担当者の負担が少なくて済むためです。
※弊社が販売・サポートしている統合3次元CAD/CAM「Cimatron」の機上測定オプション(測ラティス)は、CAD担当者でも簡単且つ短時間で測定プログラムが作成できます。

まとめ
機上測定は、加工機上にワークを固定したまま測定します。
運搬や原点出しの作業を削減し、作業時間を短縮できます。
手動タイプはコストを抑えられますが、測定に時間がかかります。
自動タイプはプログラムにより夜間無人測定が可能です。
夜間自動測定により、昼間の機械停止を回避し稼働率を高められます。
自動測定プログラムは、3次元CAD/CAMのオプション活用が近道です。
自動タッチプローブやソフトの導入は、メーカーや商社へご相談ください。
この記事が参考になれば幸いです。
Cimatronをお使いの方へ
統合3次元CAD/CAMシステムCimatronには、機上測定オプションがあります。
普段のCAM操作と同じ感覚で、自動測定プログラムを作成できます。
ご興味がございましたら、以下のリンクより紹介ページをご覧ください。